
滚动轴承中的滚动体是承受载荷与传递运动的主要零件,在轴承转动过程中滚动体在承受载荷的情况下始终与滚道接触,如轴承内圈转动时,滚动体在载荷区域与内、外滚道面同时接触,在无载荷区域,滚动体将处于自由状态,所以滚动体与滚道之间的摩擦主要发生在轴承载荷区域内。在载荷区域内滚动体与内、外圈滚道之间的相互运动的摩擦运动速度见图1.
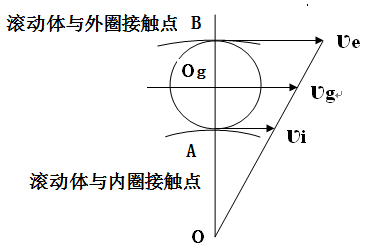
图1.滚动体与内、外圈滚道接触处的相对运动
图1中Og是轴承的中心、A点是滚动体与内圈滚道的接触点、B点是滚动体与外滚道的接触点,根据纯滚动的原理;滚动体与内、外滚道接触点的运行速度分别为ʋi及ʋe,这也即为滚动体与内、外滚道及滚动体自身摩擦、磨损的速度项。
由于滚动体的运动是有自转与公转组成,同时还存在由载荷引起的“偏转陀螺”式转动,因此整个滚动体表面都会与内、外滚道发生运动摩擦。
内圈(旋转套圈)与滚动体之间由于存在相对转动的速度差异,内圈滚道表面也是以循环形式不断交替地与滚动体接触,因此内圈(旋转套圈)滚道面与滚动体会发生全圆周方位的运动摩擦。
外圈(静止套圈)仅与滚动体在载荷区域内接触,因此外圈(静止套圈)滚道面与滚动体之间仅在载荷区域发生运动摩擦。
滚动体与内、外滚道面之间的摩擦随载荷的大小、接触形式的变化而变化,这些摩擦痕迹可以判断轴承的运行及载荷情况,这些接触摩擦区域也是滚动体、套圈容易发生疲劳损坏的部位。
