
一、安装配合的选择
(1)轴承与轴和轴承座的配合形式为过渡配合。不当的配合选择会影响到轴承的运转精度和动态特性,如过紧的配合会增大轴承径向预载,进而引起轴承的摩擦、发热、滚道负荷以及磨损加剧,降低轴承的使用寿命。
轴的制造公差推荐采用h5。轴承座的制造公差推荐采用J6。
(2)轴和轴承座的要求
与轴承配合的安装面如果精度不好会影响到轴承的回转精度、预载、摩擦力矩和运转特性,因此轴和轴承座的加工精度必须与轴承的精度要求相匹配,轴及轴承座的精度详见以下内容。
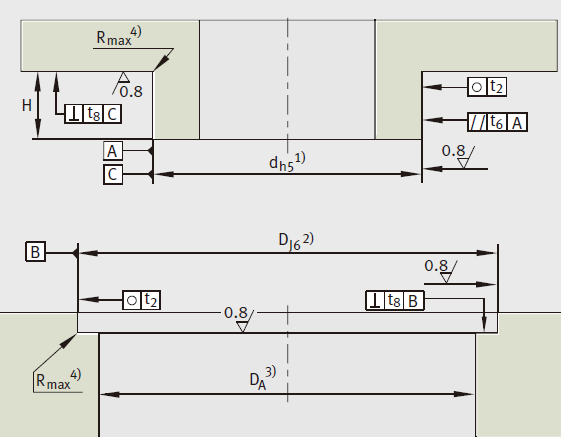
图1.轴和轴承座的要求
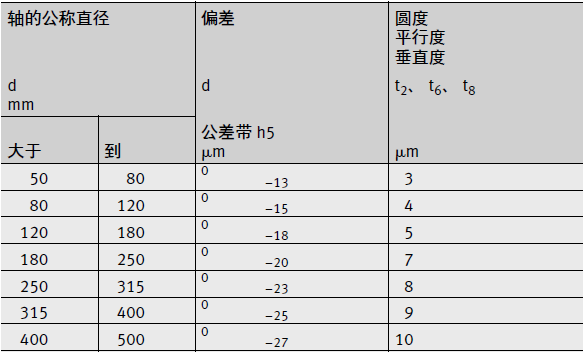
图2.轴的形状和位置精度
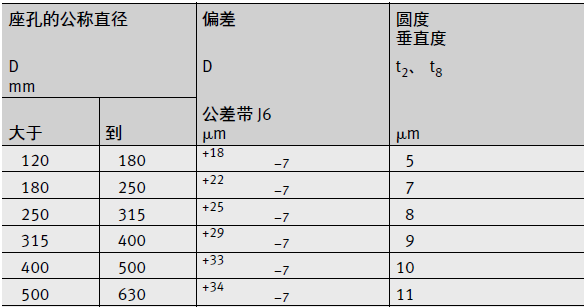
图3.轴承座的形状和位置精度
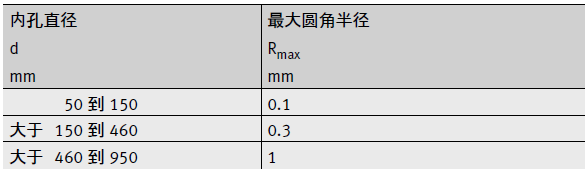
图4.安装面圆角半径max
二、安装指南
根据给定的拧紧力矩M,用力矩扳手按照十字交叉顺序分三步拧紧固定螺栓,同时要转动轴承,如图1。
步骤1:40%M
步骤2:70%M
步骤3:100%M
注意安装螺栓等级。
安装力只能加在要安装的轴承套圈上,不允许通过滚动体。
在安装与拆卸过程中,轴承组件不可拆分或互换。
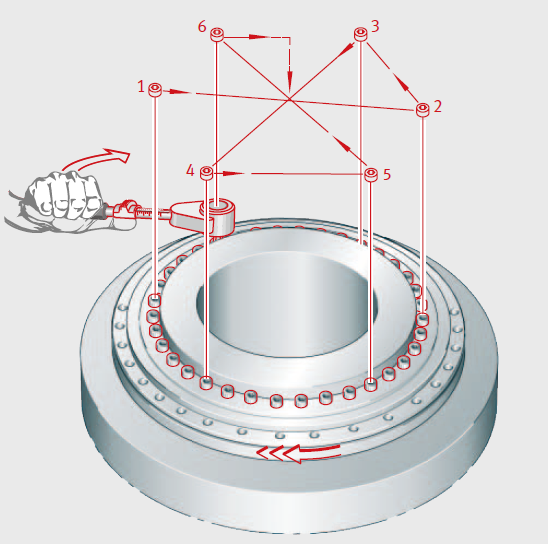
图5.安装螺栓的拧紧顺序
三、维护与保养
安装好并投入运转的轴承在连续运转1年后,应检查安装螺栓的预紧力矩是否符合要求。
轴承在工作使用一段时间后,不可避免会丧失部分润滑脂,故对正常运转中的轴承每间隔1年应补充润滑脂一次。
精密转台轴承可以通过外圈上的油孔进行补脂,通过油孔注入新润滑脂,同时不停的转动轴承,直到有旧油脂由密封处溢出为止,擦掉溢出的润滑脂,继续转动轴承进行匀脂,擦掉溢出的多余油脂即可。
