橡胶在高温及低温时所发生的物理变化,是反复和可逆的,在一定的温度范围内变化时,当恢复常温时乃可保持橡胶的弹性性能。
1.橡胶材料的高温性能
橡胶在高温下及受油、化学介质等影响会切断橡胶中的高分子,过高的高温,橡胶将失去弹性并可能发生化学反应。
在进行70小时空气加热老化试验后,橡胶拉伸强度的变化率为±30%,伸长率为50%,硬度变化±15%度以内适应的zui高温度被称为橡胶可使用的zui高温度。
2.橡胶材料的低温性能:
在低温下橡胶的高分子失去活性,硬度会发生变化。橡胶的低性能用TR10(TemperatureRetraction回缩温度)值来表示,即ASTM D 1329所规定的橡胶在低温领域内变形的恢复性能。TR10值表示橡胶具有10%变形恢复的温度。橡胶材料的耐寒性需要考虑机构和密封装置的多种要素,不是由TR10完全确定的。
图1是丙烯酸酯橡胶的低温性能曲线图。
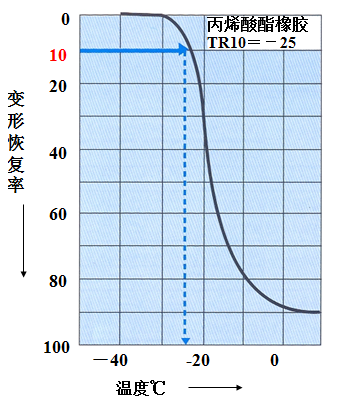
图1.丙烯酸酯橡胶TR10=-25℃的性能
图示丙烯酸酯橡胶在不同温度下的变形恢复率,根据ASTM D 1329所规定的橡胶在低温领域内变形的恢复性能要求,丙烯酸酯橡胶在变形恢复率10%的温度为-25℃,则丙烯酸酯橡胶的TR10为-25℃。
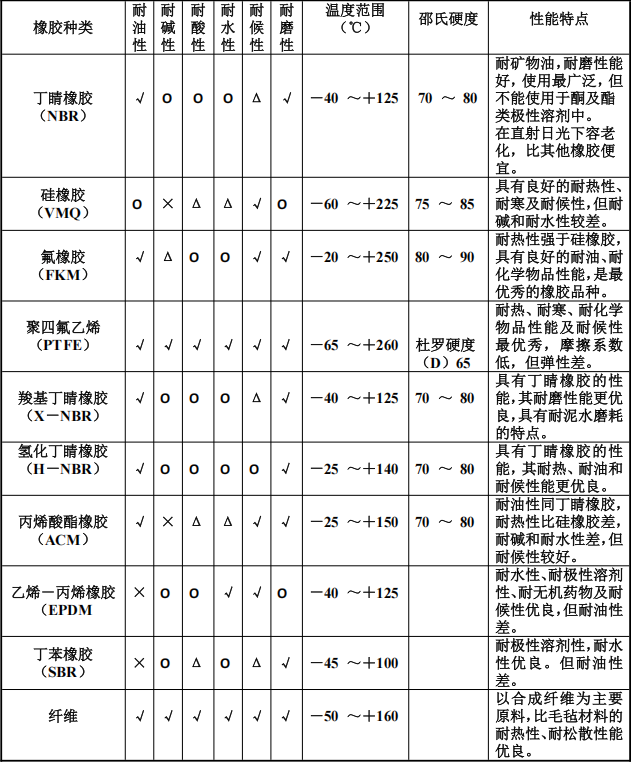
橡胶适应性能是指橡胶材料对工作环境的适应性程度,各种常用橡胶材料的适用性能见(表1)
表1常用橡胶材料性能比较
有耐性√ 除特殊场合外有耐性O 除特殊场合外无耐性Δ 无耐性×