在定期检修、更换时需要拆卸轴承。拆卸后,如要继续使用或还需检查进行调查时,拆卸要和安装一样谨慎。注意不损伤轴承及零件,特别是拆卸过盈配合轴承,操作难度大,所以在设计阶段要事先考虑到便于拆卸。根据需要设计制作拆卸工具也十分重要。拆卸时,根据图纸研究拆卸方法、顺序、调查轴承的配合条件,以便拆卸作业顺利进行。
外圈的拆卸
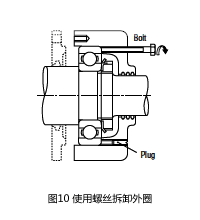
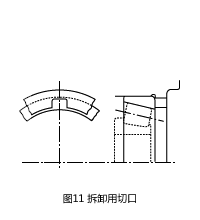
拆卸过盈配合的外圈,如图10所示。事先在轴承座的圆周上设置几处螺纹孔,用于安装、拆卸用螺栓。通过均匀地拧紧螺栓来拆卸轴承。这些螺纹孔平常盖上盲塞。圆锥滚子轴承等分离型轴承,如图11,在轴承座挡肩上设置几处切口,使用垫块,用压力机拆卸,或轻轻敲打拆卸。
圆柱孔轴承的拆卸
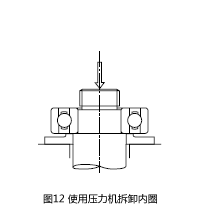
用压力机拆卸内圈比较简单。此时,要注意让内圈承受其拉力。(图12)
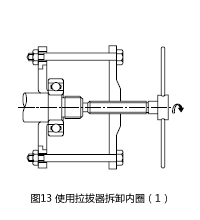
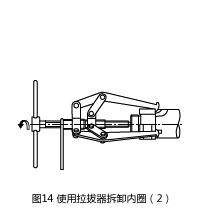
再者,也常常使用如图13、图14所示的拉拔器,无论哪种工具,其拉爪都必须牢牢地卡在内圈端面上。为此,需要考虑轴肩尺寸,或在轴肩处加工沟槽,以便使用拉拔器(图14)
大型轴承的内圈拆卸采用液压法。通过设在轴上的油孔,将高压油通入配合面,便于拉拔。宽度大的轴承,可同时使用拉拔器进行拆卸作业。
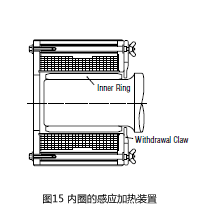
NU型、NJ型圆柱滚子轴承的内圈拆卸可以利用感应加热法。这种方法是在短时间内加热局部,使内圈膨胀后拉拔的。(图15)需要批量安装这类轴承内圈时,也使用感应加热法。
圆锥孔轴承的拆卸
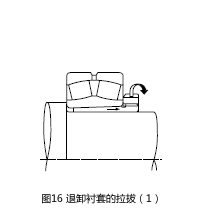
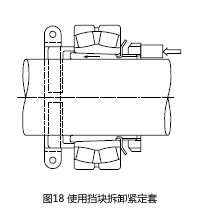
拆卸较小型的带紧定套轴承,如图18所示,用紧固于轴上的挡块支撑内圈,将螺母拧松后,垫上垫块,然后用榔头敲打衬套拆卸。图16是拉拔退卸套筒的作业。使用锁紧螺母进行拆卸。作业困难的情况下,如图17所示,在螺母圆周上设置多个螺栓孔,依靠拧入螺栓来拉拔衬套。
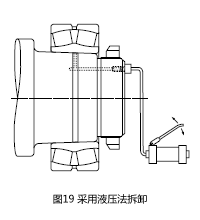
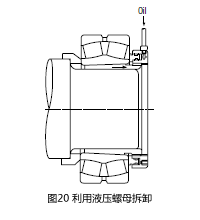
大型轴承,利用液压拆卸更加容易,如图19。在锥孔轴上的油孔中加压送油,使内圈膨胀,拆卸轴承。操作中防止轴承突然脱落,也可使用液压螺母拆卸衬套。图20是利用液压螺母拆卸衬套的方法。